Сварные соединения — наиболее совершенные и прочные среди неразъемных соединений. Они образуются под действием сил молекулярного сцепления, возникающих в результате сильного местного нагрева до расплавления деталей в зоне их соединения или нагрева деталей до пластического состояния с применением механического усилия.
Основные недостатки сварочных соединений: наличие остаточных напряжений из-за неоднородного нагрева и охлаждения; возможность коробления деталей при сваривании (особенно тонкостенных); возможность существования скрытых дефектов (трещин, шлаковых включений, непроваров), снижающих прочность соединений.
Виды сварки весьма разнообразны. Наиболее широко распространена электрическая сварка. Различают два основных вида электросварки: дуговую и контактную. По виду используемого источника теплоты имеется также газовая сварка. По способу защиты материала в зоне сварки применяют сварку в аргоне, под флюсом, в вакууме и т.д. По степени механизации различают ручную, полуавтоматическую и автоматическую сварку.
В зависимости от расположения свариваемых деталей различают следующие виды соединений: стыковые, нахлесточные, тавровые и угловые.
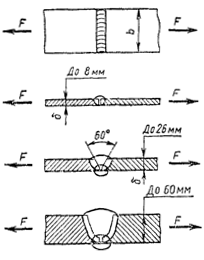
а) Стыковые при различной подготовке кромок
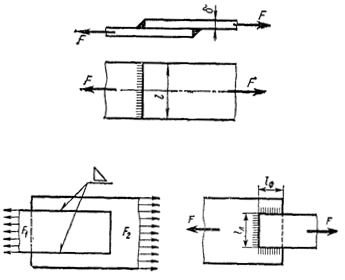
б) Нахлесточные соединения (фланговые, лобовые, комбинированные)
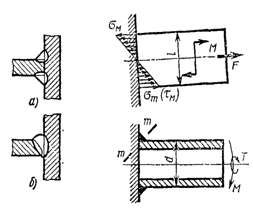
а) Тавровые соединения
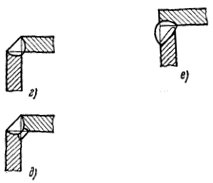
б) Угловые соединения
Стыковые швы на прочность рассчитывают по номинальному сечению соединяемых элементов без учета утолщения швов. Для расчета швов используются те же зависимости, что и для целых элементов.
Напряжения растяжения (сжатия)
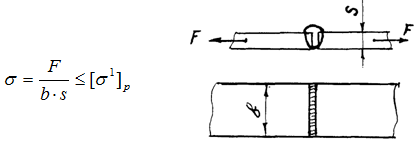
Допускаемое напряжение в сварных швах отмечают штрихом.
Напряжения от изгибающего момента в плоскости соединяемых элементов

Напряжение от изгибающего момента в плоскости соединяемых элементов и растягивающей (или сжимающей) силы

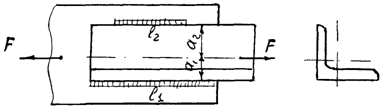
Нахлесточные соединения, как правило, выполняют угловыми швами. Угловые швы по расположению относительно нагрузки разделяют на: поперечные или лобовые, расположенные перпендикулярно направлению силы; продольные или фланговые, расположенные параллельно направлению силы; косые, расположенные под углом к направлению силы; комбинированные, представляющие собой сочетание перечисленных швов.
Разрушение угловых швов происходит по наименьшему сечению, совпадающему с биссектрисой прямого угла. Расчетная толщина шва k∙sin45°=0,7k. Угловой шов испытывает сложное напряженное состояние. Однако в упрощенном расчете такой шов условно рассчитывают на срез.

L — общая длина шва.
Допускаемые напряжения зависят от величины допускаемого напряжения основного материала.

В зависимости от способа сварки, качества и марки электродов φ=0,8…1; φ1=0,6…0,8.
Все угловые швы рассчитывают только по касательным напряжениям независимо от их расположения к направлению нагрузки. Комбинированные соединения лобовыми и фланговыми швами рассчитывают на основе принципа распределения нагрузки пропорционально несущей способности отдельных швов.
Если соединяемая деталь асимметрична, то расчет прочности производят с учетом нагрузки, воспринимаемой каждым швом. Например, к листу приварен уголок, равнодействующая нагрузка проходит через центр тяжести поперечного сечения уголка и распределяется по швам обратно пропорционально плечам a1 и а2. Соблюдая условие равнопрочности, швы выполняют с различной длиной.

При нагружении соединения с лобовым швом моментом сил в плоскости стыка:
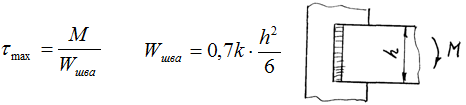
Соединения в тавр, нагруженные изгибающим моментом, рассчитывают как консольные, но с учетом особенностей сварки. В случае приварки балки без скоса кромок, сварные швы, как и все угловые, рассчитывают по касательным напряжениям. Расчетный момент сопротивления выражается через параметры опасных сечений сварных швов:

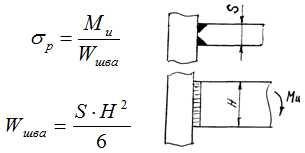
Если балка приварена со скосом кромок, то швы рассчитывают по нормальным напряжениям:
Далее: